
Battery cell yield is largely decided before Cell Formation begins. A closer look at why, and what a better measurement strategy looks like.
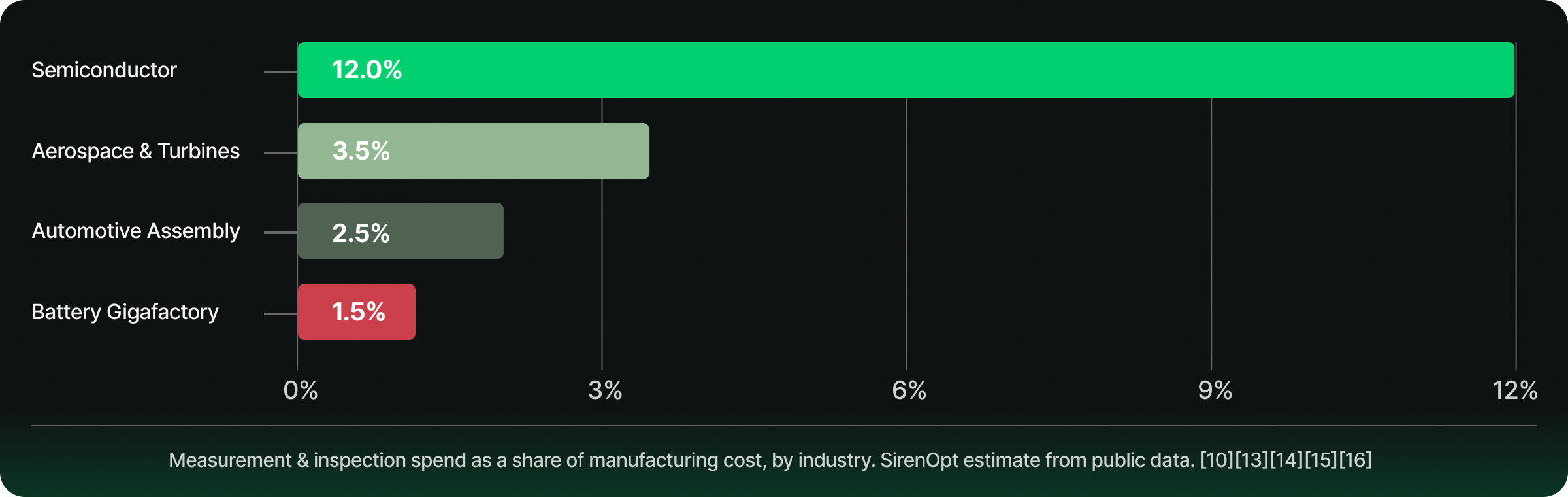
Battery cell manufacturing sits among the most capital-intensive advanced manufacturing sectors in the world. It also sits nearly at the bottom in ranking of how much the industry spends on understanding what is actually happening inside its own processes.

Battery manufacturing scaled fast during a stretch when the priority was cell chemistry and lower pack cost. In comparison, semiconductor fabs are built on deep process intelligence accumulated over three decades of node transitions. Much of the measurement infrastructure on today’s cell manufacturing lines has not kept pace with the complexity of what those lines are now asked to produce.
The yield numbers reflect this. When Tesla and Panasonic commissioned their Nevada gigafactory in 2017, scrap rates reached 84 percent [11]. Steady-state operation in newer Western facilities typically runs far below nameplate capacity for the first several years, with first-year output often near 60 percent of capacity and yield loss the dominant driver [6]. Northvolt, one of Europe’s best-capitalized battery startups of the past decade, filed for bankruptcy protection in late 2024 after raising more than $15 billion, as it struggled to scale production yields above 30 to 40 percent [1][2].
Asian leaders today reach 2 to 3 percent scrap, the result of roughly a decade of learning while running the lines: dense data collection, meticulous process discipline, and skilled labor steadily refining how each step is controlled. That depth of process knowledge is real, and it took years to build. A western manufacturer ramping a new line today does not have a decade to spend learning its lines the same way. The path to closing the gap faster runs through measurement: tighter control over every step, and a far shorter loop between when material is produced and when its quality is known, so each adjustment is informed by what the material actually did rather than what the recipe assumed.
A handful of properties are straightforward to measure today. Thickness is well covered by laser triangulation and confocal sensors, mass loading by beta gauges and visible surface defects by optical inspection. These tools handle the properties that are easy to sense and forgiving to control.
The properties that increasingly determine cell performance, lifetime, and safety are mostly not in that set. Density and porosity are inferred rather than measured, and properties vary through the thickness of the coating in ways inline tools rarely capture. Composition uniformity is checked offline on sampled coupons, not across the web. Electronic conductivity depends on the percolation network of carbon and binder, which cannot be probed today without destructive testing. Bulk metallic contaminants such as copper, iron, and aluminum, the defect class most implicated in thermal runaway, leave no surface signature and stay hidden until they short the cell in the field [3]. Adhesion and cohesion is no easier: whether a coating will hold to the foil is judged by destructive peel and tape tests that sample a fraction of a percent of the web and can take hours to run. Many of these checks also lean on operator skill and judgment, so results vary from shift to shift, and most of the material ships unchecked.
Edges deserve a special mention. They carry the highest mechanical, thermal, and flow stresses during coating, drying, and calendering, so heavy edges, poor edge definition, front-to-back misalignment, and cracking show up there first, producing local thickness and density excursions that amplify in calendering and complicate slitting. Treated today as a secondary, cosmetic check, edges in fact fail before the bulk does, which is why they warrant measurement coverage of their own.

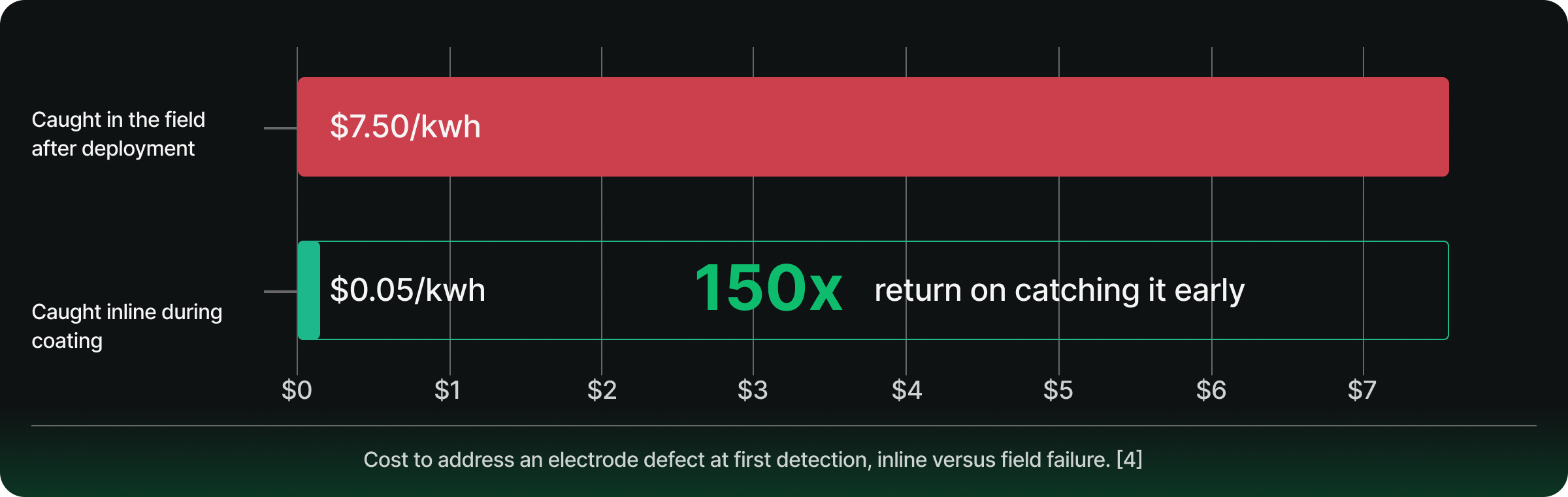
The economics of late detection are the starkest argument for better measurement. A defect caught during coating, where inspection cost is about five cents per kilowatt-hour, is relatively inexpensive to address. The same defect missed inline and caught after deployment costs roughly $7.50 per kilowatt-hour in manufacturing, warranty, recall, and lost revenue [4].
That is a 150-times cost escalation for the same underlying defect, paid by the manufacturer rather than captured as yield improvement.
If battery manufacturing experts were to write the specification for what an electrode line actually needs, it would read: inline, non-destructive, multi-property from a single measurement, sub-millimeter spatial resolution, compatible with wet and dried coatings and with both sides of double-sided electrodes. No conventional sensing technology meets this specification as a whole, because each of them was developed to solve a narrower problem.
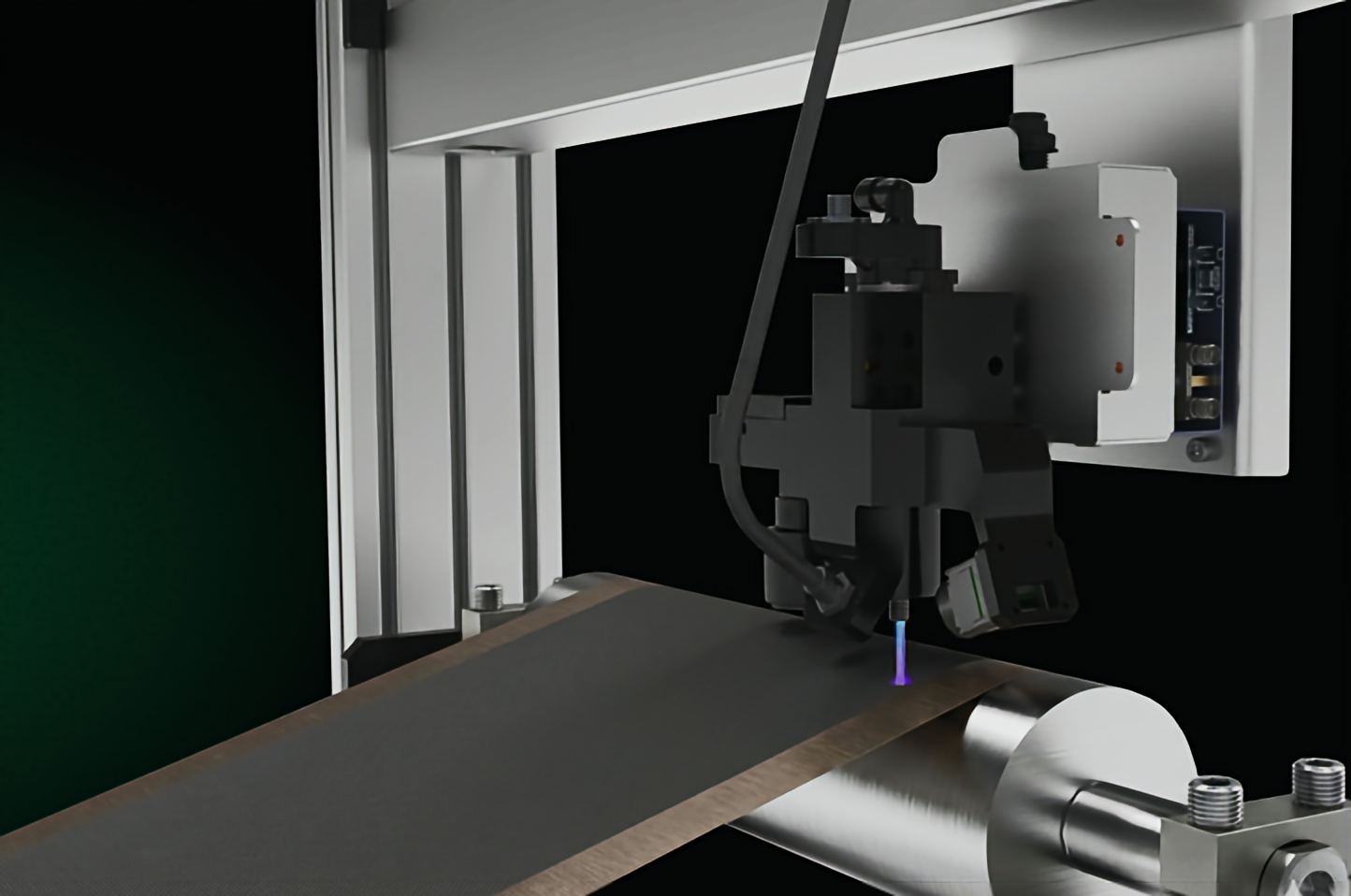
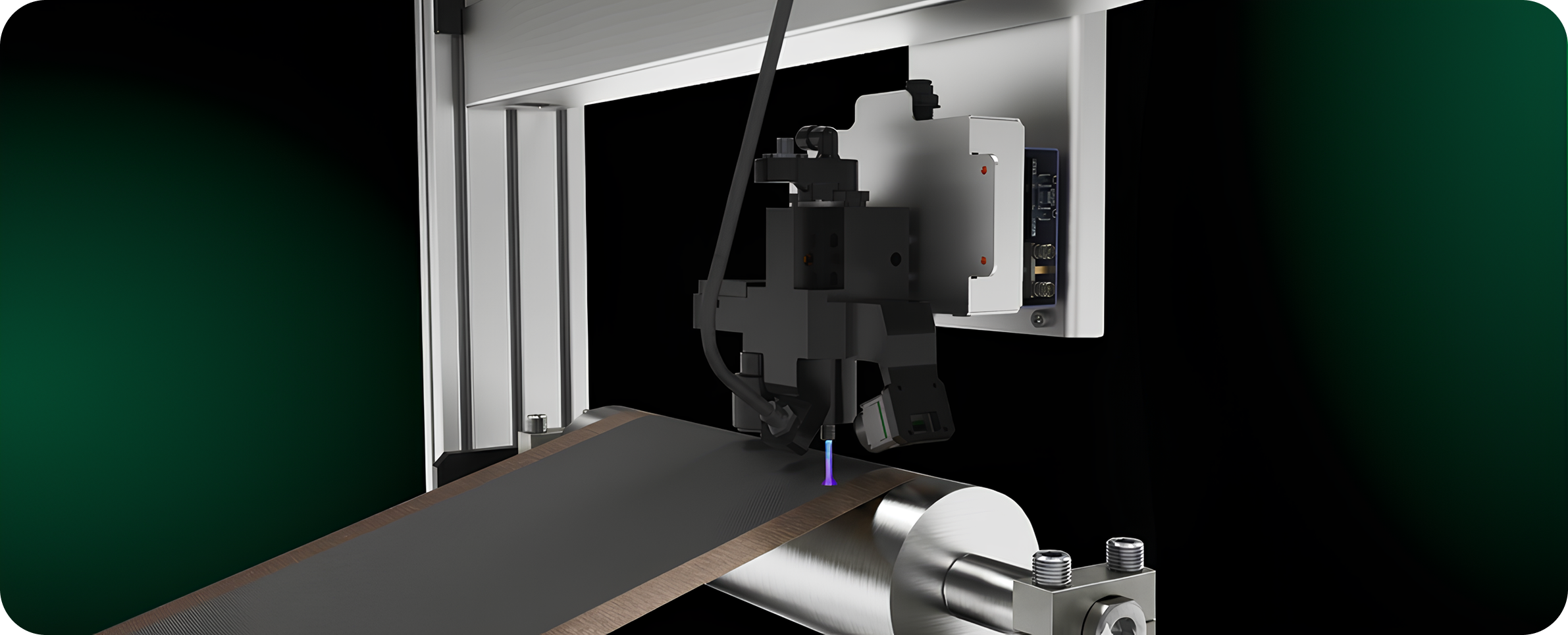
Our patented approach uses cold atmospheric plasma as the probe. When a low-temperature plasma makes contact with an electrode surface, the plasma-material interaction is captured in three independent signal streams collected simultaneously: an optical emission spectrum (OES), a thermal response, and voltage and current signals. A single measurement point yields over 200,000 raw data elements across these three modalities.

From this raw data we compute roughly 9,000 physics-based features and feed them into machine learning models that predict material properties and quantify anomalies and defects. One scan produces a multi-property readout that has been calibrated specifically for the materials being produced. Mass loading, porosity, layer thickness, tensile strength, sheet resistance, volume resistivity, and interfacial resistance all come from the same scan. This changes the economics of inline inspection and makes dense, multi-point deployment practical rather than aspirational.
PlasmaSens can be integrated at every quality-defining step across the anode, cathode, and separator manufacturing lines (the separator runs the same steps but without calendaring).
These are the steps where the properties that matter most are set, and, as the grid above showed, where most of them still cannot be captured inline.
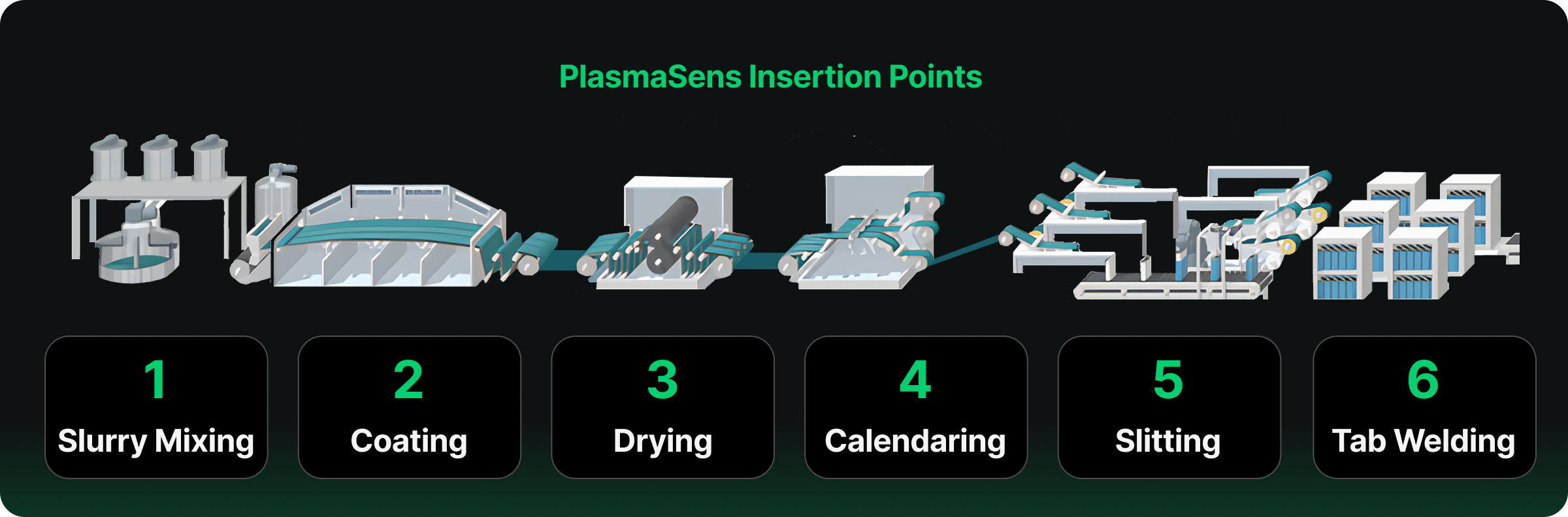
The properties manufacturers most want to watch continuously, adhesion, cohesion, porosity, embedded contaminants, and resistivity, are exactly the ones today's inline tools miss. At each step, PlasmaSens can surface a different failure mode:

Earlier this year we completed a characterization study with the Department of Battery Production at the Institute for Machine Tools and Industrial Management at the Technical University of Munich (TUM). The strong results led the group to integrate a PlasmaSens Standalone unit into their dry room, where it now supports their own characterization work, installed with no major infrastructure changes.
One PlasmaSens scan returned five material properties that today come only from a set of separate instruments, most of them offline or destructive.
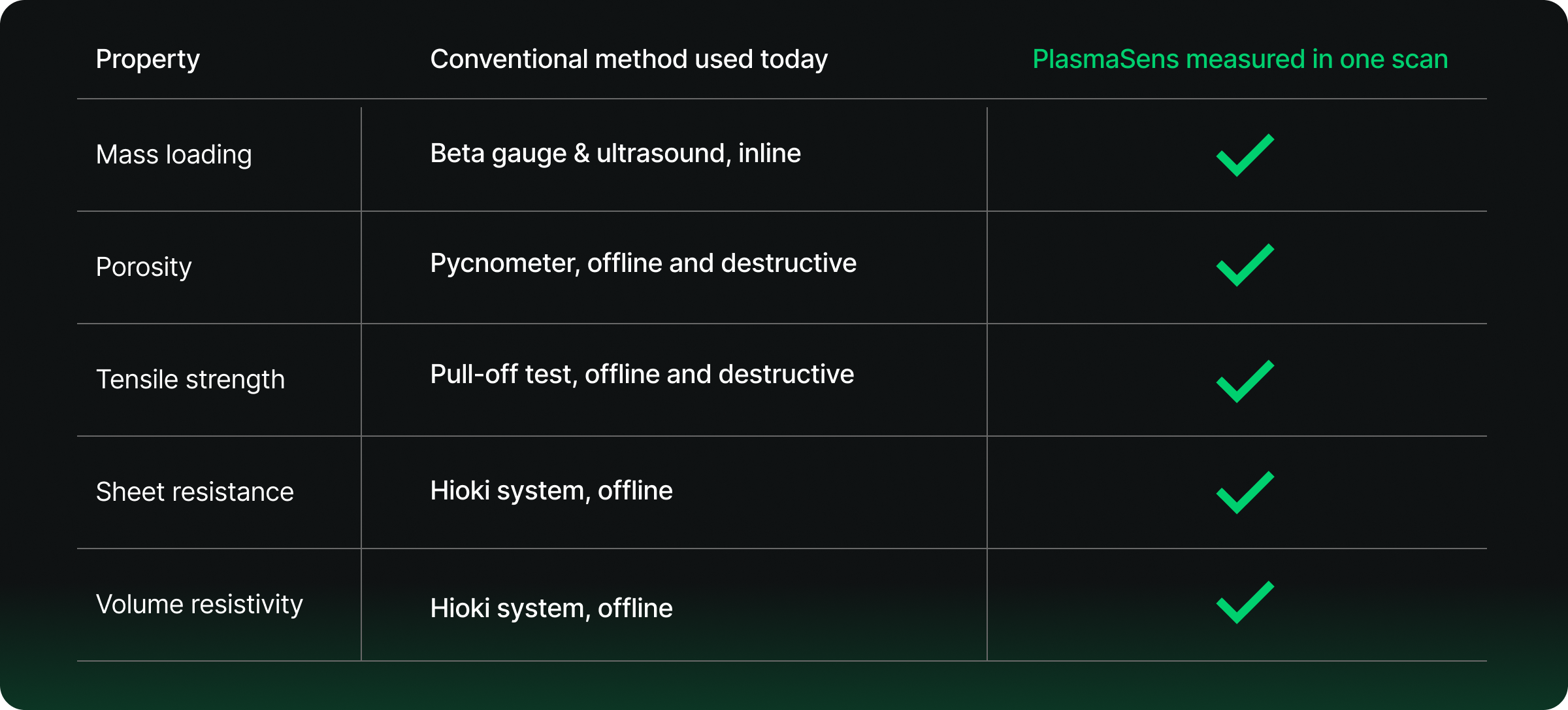
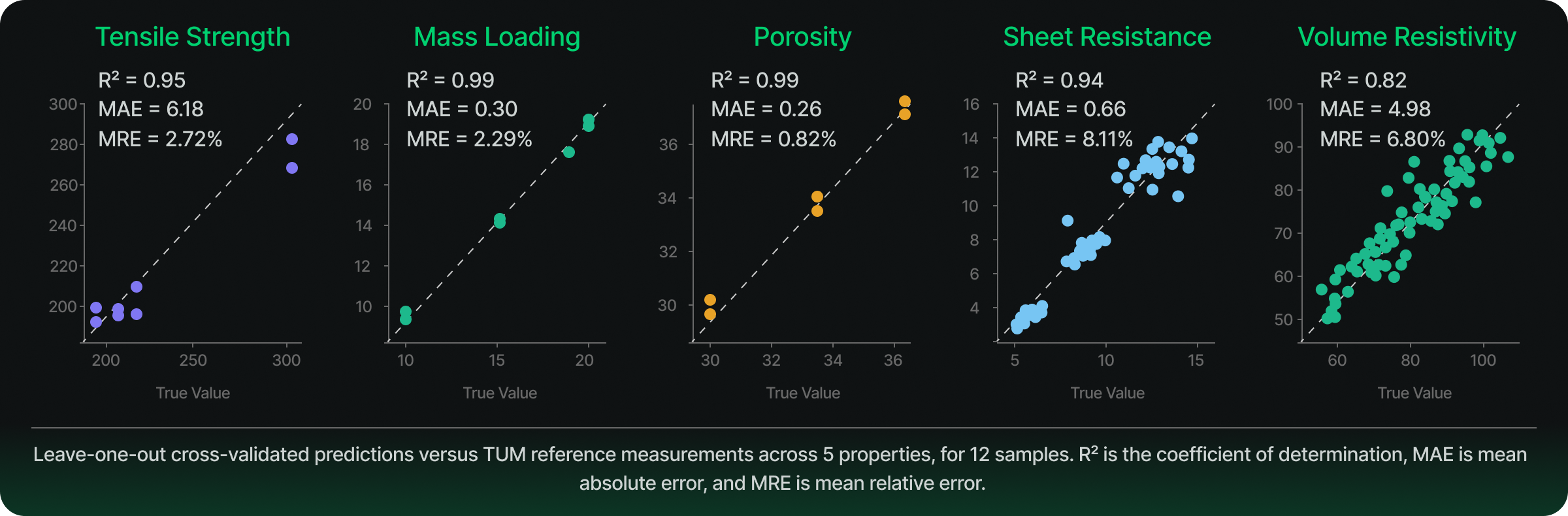
The Munich group prepared twelve calendared graphite anode samples across a wide property range and characterized each one with its standard reference methods: ultrasound, Beta gauge for mass loading, a pycnometer for porosity, a pull-off test for tensile strength, and a Hioki RM2610 system for sheet resistance and volume resistivity. Most of these run offline, two of them destroy the sample, and together they take far more time, labor, and floor space than one scan. PlasmaSens returned the same five properties from a single non-destructive measurement.
Agreement with the reference methods was strong across all five properties, and the electrical predictions were sharpened further by a multi-stage model that ties sheet resistance and volume resistivity together through their known physical relationship.
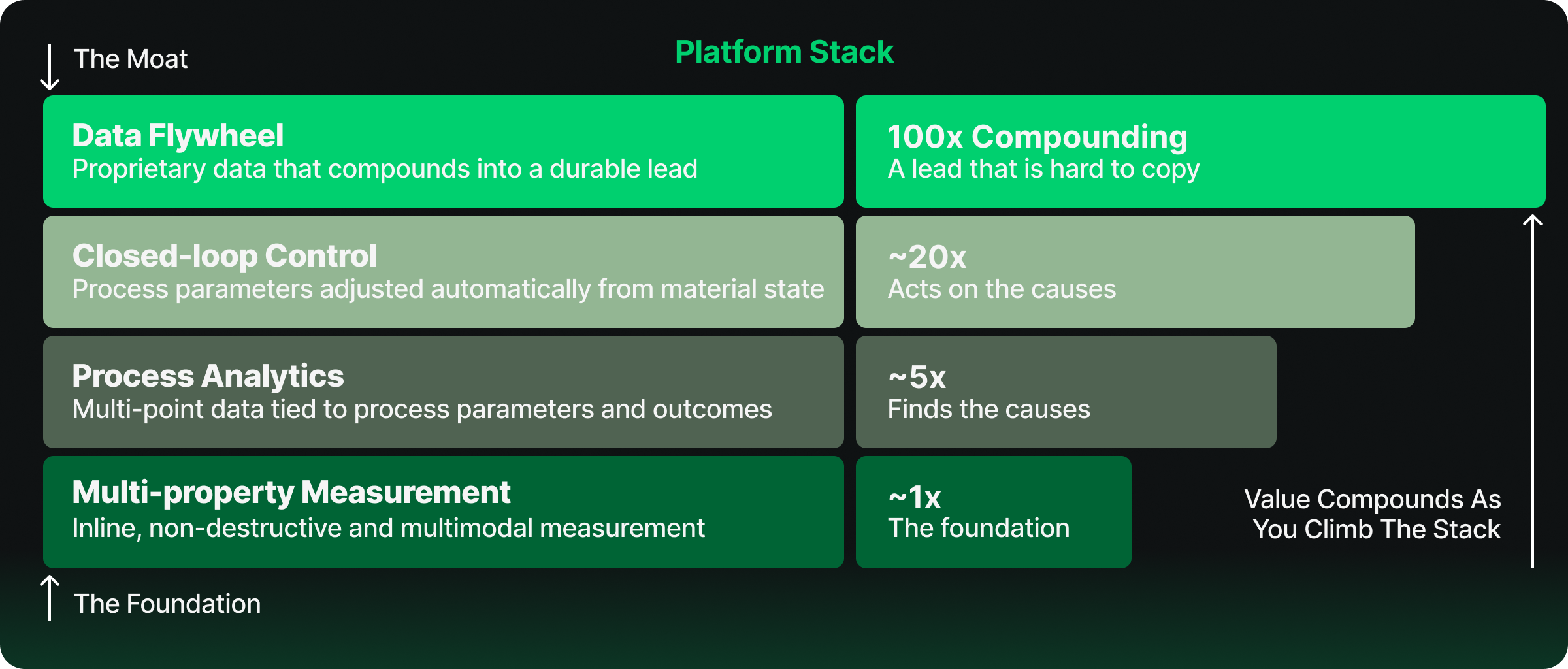
Multi-property measurement is the base layer, not the whole stack. The value compounds in the layers above it.
Above measurement sits process analytics: correlating multi-point data against process parameters and downstream cell outcomes so causal questions can be answered.. Which slurry mixer setting produced this porosity variation? Which drying zone caused this binder migration? Which calendaring roll produced this thickness drift? Above that sits closed-loop control, where process parameters are adjusted automatically in response to measured material state rather than running on a fixed recipe. This is the hardest layer to reach, and the reason comes down to the signal feeding it.
A battery line’s MES is not short on data; it already pulls process conditions, equipment settings, and a few single-point measurements from sensors spread down the line. But those sensors are like musicians in separate rooms, each playing one note: a thickness here, a basis weight there, an optical check elsewhere, none of them in time with the others. The material itself, the thing control has to act on, is left described only in fragments.
PlasmaSens changes what that system gets to hear. One scan returns many material properties together from the same point, the full ensemble in one room instead of soloists scattered down the hall, and placed at several points along the line. PlasmaSens' multi-modal detection hands the MES a far richer material fingerprint than single-property sensors can assemble. With that signal in hand, closed-loop control on coating, drying, and calendaring does not just become possible; it becomes good enough to move yield.
At the top sits the data flywheel. The raw signal is stored, so it can be re-analyzed as the models improve, surfacing properties that were not extracted when the data was first captured. A competing manufacturer cannot shortcut this by copying the sensor or recipe. They would have to recapture years of real-world data across materials and processes. The advantage compounds with every deployment.
This framing matters most for Western manufacturers trying to close the yield gap with Asian incumbents. Capital alone does not close the gap. Scale alone does not close it either. What closes it is the ability to see what is happening in the material in real time, to connect that to process causes, and to compound learnings across lines and across chemistries. That requires a measurement foundation that delivers many properties at once, at the spatial and temporal resolution the physics of electrode manufacturing actually requires.
Inline multi-property measurement compresses the process knowledge that once took years to build, helping newer manufacturers catch up faster and established leaders reach further. The signal is already there in the material. PlasmaSens is how you read it.
The case study referenced above was conducted in collaboration with Johannes Lindenblatt, Research Scientist, and colleagues at the Department of Battery Production, Institute for Machine Tools and Industrial Management, Technical University of Munich, working under the supervision of Professor Dr.-Ing. Rüdiger Daub. We thank them for the scientific rigor and independent validation this collaboration provides.
A video recording of the joint SirenOpt - TUM presentation of this case study is available here: Battery Forum: What Plasma Sensing Reveals on the Coating Line with SirenOpt and TUM

SirenOpt and the Electrochemistry Foundry (the new State of California battery research center and pilot line) will be deploying PlasmaSens inline in autumn 2026 in order to provide ECF clients with the first-of-its kind metrology and manufacturing intelligence capabilities that PlasmaSens delivers.
Read More
Parnika Agrawal (SirenOpt's Head of Product) and Johannes Lindenblatt (Research Associate at the Technical University of Munich) will be co-presenting "What Plasma Sensing Reveals On The Coating Line" during the Battery Forum (Volta Foundation) on April 15th at 8am Pacific time / 11am Eastern time / 17H CET.
Read More.png)
SirenOpt CEO and co-founder Jared O'Leary will be speaking at the National Laboratory of the Rockies (formerly NREL) Industry Growth Forum in Denver, Colorado on 1 April 2026 in the AI Track. Jared's talk will focus on the use of PlasmaSens, SirenOpt's manufacturing intelligence platform enabled by cold atmospheric plasma and physics-informed machine learning, to improve yields, increase performance, reduce safety risk, and accelerate time to market for key industries including batteries, power generation, aerospace, electronics & semiconductors.
Read More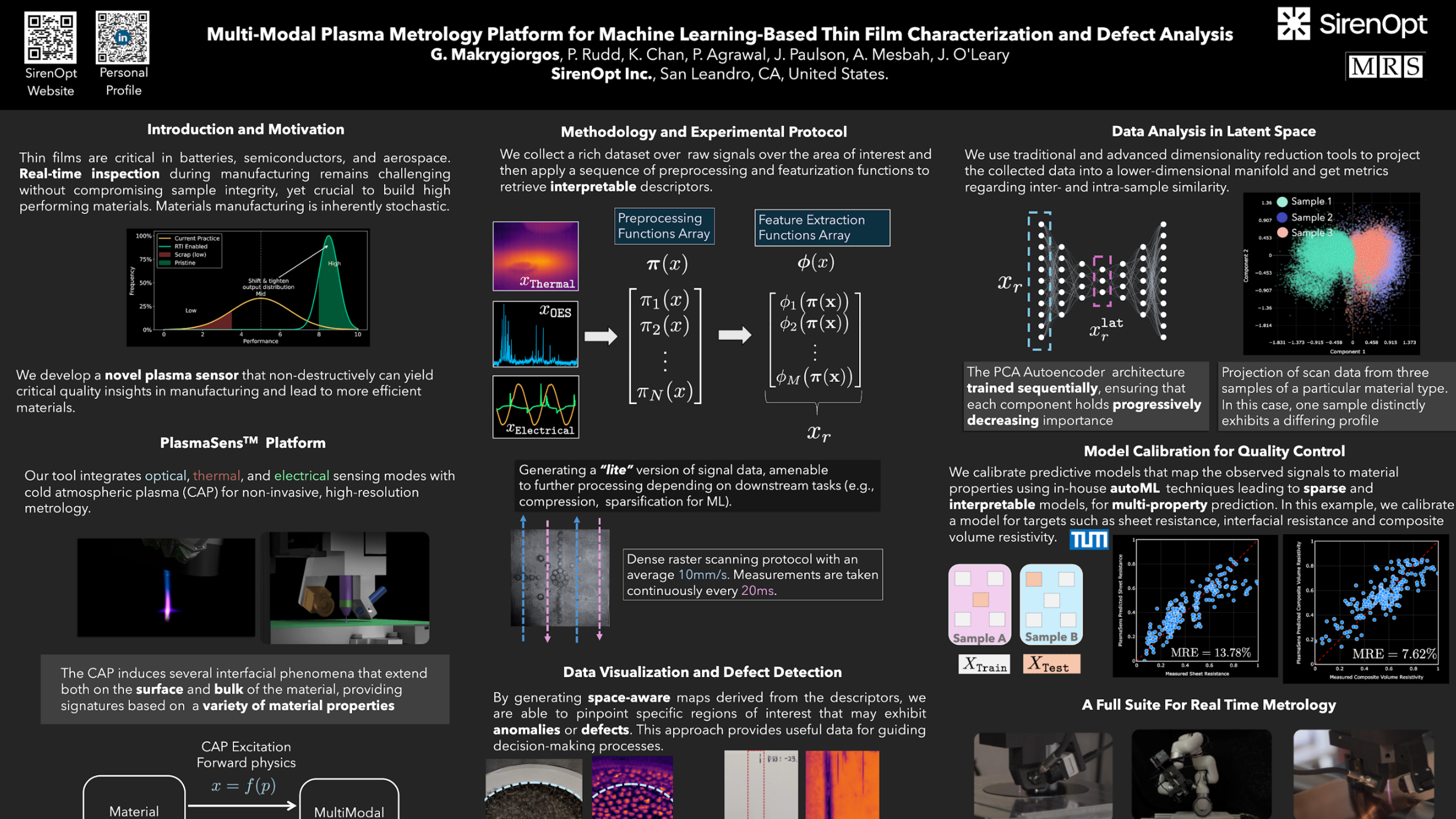
SirenOpt Research Scientist George Makrygiorgos will present his work on a multi-modal plasma metrology platform for ML-based thin-film characterization and defect analysis during the “Plasma Frontier Technology” poster session at the MRS Fall Meeting. Stop by if you’re attending!
Read More
We were delighted to be included in HackSummit's list of industrially-targeted startups to watch. We're making great progress in rolling out our standalone and factory- integrated metrology and manufacturing intelligence solutions for critical industries, including batteries, aerospace, powergen and semiconductors.
Read More
The California Energy Commission (CEC) today awarded SirenOpt® a grant of $2.4M to advance the development and commercial readiness of its PlasmaSens™ manufacturing intelligence platform to enable the inspection, quality control, and real- time process control of battery electrode manufacturing. Improvements in battery manufacturing are essential to state, national, and global efforts to drive sustainable electricity production, storage, and distribution.
Read More
"Enabling Safer, Higher Quality Batteries with PlasmaSens: A New-to-the-world Non-destructive, Multi-property Materials Characterization Tool" was presented at the Volta Foundation Battery Forum on January 16th, 2025.
Read More
Recent Climate Capital Pod interview with SirenOpt CEO Jared O'Leary
Read More
SirenOpt presents at the Taiwan Tech Arena
Read More
SirenOpt has just been awarded a prestigious Small Business Innovation Research (SBIR) Phase 1 grant by the National Science Foundation (NSF).
Read More
SirenOpt is delighted to be a sponsor of the 5th International Conference on Data-Driven Plasma Science (ICDDPS-5), to be held from August 12th to 16th on the University of California, Berkeley campus
Read More
SirenOpt has a direct connection to Ernest Lawrence, having received funding from Activate, a program founded as a spinout from Cyclotron Road at the Lawrence Berkeley lab.
Read More
We’re excited to introduce Cohort 2023, the 46 science entrepreneurs turning their breakthroughs into businesses that could help industries–including manufacturing, energy, chemicals, computing, and agriculture–meet decarbonization and resiliency goals.
Read More
Today SirenOpt CEO and co-founder Jared O'Leary and SirenOpt co-founder Professor Ali Mesbah were awarded the O. Hugo Schuck Best Paper Award at the 2024 American Control Conference Control in Toronto.
Read More
SirenOpt Raises $6.6M in Seed Funding to Transform Materials Manufacturing Blind Spots into Real-Time Insights Using Cold Atmospheric Plasma. Non-destructive solution evaluates material quality and improves industrial efficiency across battery, aerospace, semiconductor, electronics, and other advanced manufacturing industries.
Read More